
|















Peso do Material por Injeção
O peso do material deslocado em cada injeção é obtido a partir do conhecimento de seu volume e peso específico, o primeiro está definido em função do produto a obter, e as dimensões dos canais de alimentação do molde; o segundo é função do material plástico empregado.
A duração do ciclo de moldagem é afetada por fatores como:
- características geométricas do produto: peso, espessura, área de contato com o molde, etc...
- características térmicas do material moldado;
- características térmicas do molde: peso, eficiência da troca de calor, etc.
Em princípio define-se ciclo de moldagem pela relação:
|
N = CP / G (ciclo/hora), onde: |
CP é a capacidade de plastificação, ou seja, a quantidade de material que a injetora tem capacidade de levar à temperatura de moldagem em uma hora, sendo expressa em Kg/h; trata-se por isso de uma característica associada ao sistema de aquecimento da injetora...
G é o peso de material deslocado em cada injeção (Kg) A capacidade de plastificação é usualmente referida a um material padrão (poliestireno). Para outro material considera-se:
|
CP = CPP . ( QP / Q ), onde: |
CPP é a capacidade de plastificação do material padrão em Kg/h (Poliestireno);
QP é a quantidade de calor específico do poliestireno (quantidade de calor requerida para levar uma unidade de peso, 1 g, à temperatura de injeção);
Q é a quantidade de calor específico do material em consideração.
Essas quantidades de calor específico podem ser obtidos na tabela anexa, que lista as propriedades físicas dos materiais plásticos mais comuns.
É usual operar-se abaixo da capacidade de plastificação da injetora, adotando-se reduções da ordem de 20% em máquinas de rosca, e de 40% ou mais nas de êmbolo.
Capacidade de injeção
Define-se ainda, a capacidade de injeção (CI) de uma máquina, como sendo o máximo peso de material que pode ser injetado de uma vez.
Trata-se, portanto, de uma grandeza que está associada à capacidade de transporte do sistema mecânico hidráulico da injetora.
É também comumente referida ao material padrão (Poliestireno) pela relação:
|
CI = CIP . (Y / YP) . (VP / V) |
CI = a capacidade de injeção para um material qualquer (gramas);
CIP = a capacidade de injeção para o material padrão (gramas);
Y = o peso específico do material qualquer (g/cm3);
YP = o peso específico do material padrão (g/cm3);
V = o fator volumétrico do material qualquer;
VP = o fator volumétrico do material padrão.
Fator volumétrico expressa as características do granulado de cada um dos materiais. A tabela abaixo fornece as características físicas necessárias à definição de suas capacidades.
|
Material |
Fator volumétrico |
Peso específico ( g / cm3 ) |
Calor Específico (kJ / g / oC ) |
|
ABS |
1,8 – 2,0 |
0,98 – 1,04 |
0,35 – 0,40 |
|
CA |
2,4 |
1,22 – 1,32 |
0,30 – 0,42 |
|
CAB |
2,2 |
1,13 – 1,20 |
0,30 – 0,40 |
|
PA |
2,0 – 2,1 |
1,07 – 1,17 |
0,4 |
|
PC |
1,75 |
1,17 |
0,3 |
|
PEBD |
1,84 – 2,3 |
0,89 – 0,92 |
0,55 |
|
PEAD |
1,725 – 1,9 |
0,92 – 0,95 |
0,55 |
|
PMMA |
1,8 – 2,0 |
1,15 – 1,18 |
0,35 |
|
POM |
1,8 – 2,0 |
1,38 |
0,35 |
|
PP |
1,92 – 1,96 |
0,89 – 0,91 |
0,46 |
|
PS |
1,9 - 2,15 |
1,04 – 1,06 |
0,32 |
|
PVC – RÍGIDO |
2,3 |
1,32 – 1,42 |
0,2 – 0,28 |
|
PVC – FLEXÍVEL |
2,3 |
1,14 – 1,3 |
0,3 – 0,5 |
|
SAN |
1,9 – 2,15 |
1,11 |
0,33 |
OBS: para o PVC, as propriedades são extremamente dependentes da formulação
Pressão de injeção
As injetoras modernas são, em geral, operadas por fluído hidráulico a pressões da ordem de 7 a 14 Mpa, o valor adequado da pressão depende da viscosidade do material fundido.
Assim o Polietileno e o Nylon, que têm baixa viscosidade, exigem pressões no cilindro da ordem de 28 a 70 MPa, enquanto que os acrílicos requerem pressões duas vezes maiores como o cilindro hidráulico tem área cerca de dez vezes superior à do cilindro de injeção, tem-se que uma pressão da linha de 7 a 14 MPa, fornece as pressões requeridas no cilindro de injeção.
Também é importante a velocidade com que essa pressão pode ser aplicada.
Geralmente se tem válvulas de controle de pressão para regular a velocidade do êmbolo de injeção.
Portanto, a pressão de injeção (Kg/cm2) pode ser determinada através da seguinte relação:
|
PI = PH . (D2 / d2) onde: |
PH = pressão hidráulica da linha (kgf/cm2);
D = diâmetro do cilindro hidráulico (cm);
d = diâmetro do cilindro de injeção (cm). O nível de pressão requerido para encher o molde vem determinado pela interação entre a viscosidade do fundido e a geometria do molde.
A primeira é determinada por parâmetros do polímero, tais como peso molecular e sua distribuição, e por variáveis do processo, como temperatura e velocidade de injeção.
A segunda depende do comprimento de fluxo na cavidade, espessura, dimensões das entradas e canais de alimentação, entre outros.
Pressão (Força) de fechamento
Antigamente as máquinas de injeção eram descritas em função do volume de material que podiam moldar de uma vez.
Atualmente tende-se a usar a força de fechamento do molde como medida da capacidade das injetoras.
Para assegurar que o molde permaneça fechado à máxima pressão de injeção, é necessário que a força gerada nas cavidades do molde seja menor que a força de fechamento, portanto:
|
F > Pm . A = p . a |
F = força de fechamento do molde (ton);
Pm = pressão nas cavidades do molde (kgf/cm2);
A = área das cavidades na superfície de separação (cm2);
p = pressão na extremidade do cilindro (kgf/cm2);
a = área da seção transversal do cilindro (cm2).
A propriedade de maior importância no comportamento dos termoplásticos fundidos é, sem dúvida, a viscosidade.
Newton foi o primeiro que definiu adequadamente a viscosidade ao considerar o movimento relativo, em qualquer meio fluido, de dois elementos planos paralelos de área a situados entre si à distância X. A força F, necessária para mover um plano com a velocidade V relativa ao outro, é proporcional a área e ao gradiente de velocidade, ou seja:
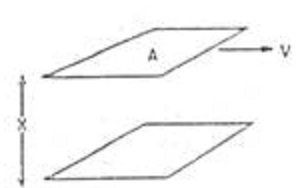
F = h A v
x
Onde a constante de proporcionalidade se chama viscosidade do meio fluido, portanto, no limite:
f = n A (v / x), onde:
(dv / dx), é a velocidade de deformação por cisalhamento; teremos:
n = ( F / A ) / ( dv / dx ) = tensão de cisalhamento / velocidade de cisalhamento ou taxa de cisalhamento.
Conclui-se que no caso de fluídos newtonianos a velocidade de cisalhamento é proporcional à tensão de cisalhamento e no caso dos fluidos não-newtonianos se segue uma lei de fluxo exponencial: Em verdade, os materiais termoplásticos no estado fundido, não são fluídos newtonianos, ou seja, não obedecem ao princípio de pascal.
Se assim fosse, teríamos: ( pm = p ) e não seria possível moldar áreas projetadas maiores do que a área da seção transversal do cilindro de alimentação das injetoras.
Portanto, adota-se a pressão nas cavidades do molde como sendo:
|
Pm = ( 1/2 a 1/3) . PI |
Onde o fator a adotar depende das dimensões das espessuras e da complexidade do moldado, sendo menor para moldes pequenos ou simples, e para maiores espessuras de parede.
Deste modo poderemos calcular a força de fechamento como sendo:
|
F = Pm . A = ( 1/2 a 1/3 ) PI . A |
Tempo e pressão de recalque
A finalidade que tem a compactação ou recalque é compensar a contração térmica do fundido dentro da cavidade e, portanto diminuir a contração final da peça, assim quanto maior é o tempo de recalque menor a contração.
O aumento do tempo de recalque tem como conseqüência o aumento do tempo correspondente para que a pressão da cavidade diminua a zero, ou seja, aumenta o tempo de resfriamento devido ao lento resfriamento do fundido nesta circunstância, na cavidade.
Contrapressão
A contra pressão é utilizada para melhorar a expulsão de gases e ar (voláteis) do material plástico fundido, melhorar a plastificação e a dispersão de pigmentos ou cargas, sendo, portanto, um parâmetro de processamento também muito importante na obtenção de peças de boa qualidade, entretanto, deve-se utilizar o mínimo possível de contra pressão (normalmente não superior a 100 g/mm2 ou 10 kg/cm2), pois provoca aumento da temperatura do fundido em função do maior calor gerado com o aumento do atrito na região de compressão da rosca.
A contra pressão mede a resistência contra a qual a rosca atua durante sua rotação para transportar e plastificar os grânulos.
Como a rosca gira para transportar o material na dianteira do cilindro, o acúmulo deste origina uma pressão e, conseqüentemente uma força para trás.
A medida que o volume de material necessário é alcançado, a rotação da rosca se detém e esta, em conjunto com o pistão hidráulico de injeção, é empurrada para trás pelo material plastificado na parte dianteira do cilindro.
O pistão desloca o fluido hidráulico existente na parte posterior do cilindro de injeção e este passa, obrigatoriamente, por uma válvula reguladora de pressão, obtendo-se um controle preciso da contra pressão necessária.
Descompressão
Consiste em recuar a rosca hidraulicamente, sem gira-la, ao final da dosagem, permitindo que o termoplástico fundido acumulado na câmara de dosagem se descomprima, aliviando assim, a pressão interna do cilindro plastificador, e evitando que ocorra pelo bico injetor quando este estiver desencostado da bucha de injeção.
Pressão do Extrator
É a pressão necessária para extração da peça injetada após a abertura do molde, deve ser mínima o suficiente para o propósito.
Velocidade de Injeção
A velocidade com que se injeta o material na cavidade do molde, é um favor importante na obtenção de moldados de boa qualidade.
Esta velocidade é uma medida da entrada do material no molde durante o tempo de enchimento.
O seu valor depende da potência necessária que é utilizado no fluxo de injeção.
A velocidade real de entrada do material na cavidade do molde depende de vários fatores associados ao projeto do mesmo. As velocidades de injeção que especificam os construtores de máquinas injetoras é uma indicação da velocidade de deslocamento de pistão, naturalmente o deslocamento do material através do bico da máquina será menor, devido ao fato de que parte do movimento da rosca é absorvido em compactar o material no primeiro estágio da rosca de plastificação, e em comprimi-la na zona de compressão.
Rotação da Rosca
Analisando o funcionamento de uma rosca, veremos que esta é responsável pelo transporte do material ao longo do cilindro até a parte dianteira deste, onde permanece até a fase de injeção.
Assim, aumentando a rotação da rosca, obteremos uma maior quantidade de material na parte dianteiras do cilindro.
A velocidade de rotação da rosca, durante a fase de plastificação, determina o coeficiente de atrito do material em seu movimento dentro dos canais helicoidais da rosca.
Ao movimento deste obtermos um maior aquecimento do material devido à parcela de energia absorvida pelo mesmo oriunda do cisalhamento intermolecular.
Na prática, devido ao tempo de transferência de calor para o cilindro ser muito reduzido, não se observam sensíveis alterações da temperatura do fundido durante o enchimento da cavidade.
Entretanto observa-se uma redução da viscosidade, facilitando, assim, o do material.
Efeitos das condições de processamento - temperatura do cilindro
Devido a baixa condutividade térmica dos termoplásticos, estes podem sofrer, com relativa facilidade, super aquecimento durante o processamento.
Portanto, se o polímero a temperaturas excessivamente elevadas permanece no cilindro da máquina por um período de tempo excessivamente longo, pode ocorrer a degradação térmica do mesmo.
A - quebra das cadeias macromoleculares com a conseqüente redução do peso molecular e viscosidade do fundido. As vezes contínua até ocorrer a despolimerização, isto é, volta-se aos monômeros de origem. Exemplo; materiais tais como polipropilenos, poliestirenos, poliamidas, poliésteres termoplásticos - PBT, PET, etc.
B - quebra das cadeias macromoleculares seguido de uma reticulação até que por exposição contínua, chega a predominar a reticulação e ocorre a elevação da viscosidade do fundido.
Velocidade e Resfriamento - (Estado Amorfo/ Estado Cristalino) A velocidade de resfriamento é um fator importante na velocidade de produção, porém, controla três importantes aspectos da qualidade:
1 - Acabamento superficial da peça moldada;
2 - Grau de cristalinidade no caso de polímeros cristalinos;
3 - Porcentagem de relaxamento da orientação.
A velocidade de resfriamento é controlada pela entalpia do polímero à temperatura de moldagem pôr sua efetiva velocidade de transferência de calor e pela temperatura do molde.
Junto com sua capacidade para transferir o calor desde sua superfície à água ou meio de refrigeração. Quando os polímeros cristalinos começam a resfriar, suas cadeias macromoleculares vão se aproximando umas as outras formando assim, os cristalitos. Se o resfriamento é lento o número de cadeias que tem tempo para ordenar-se é maior, conseqüentemente, o grau de cristalinidade do moldado também será maior (maior densidade).
Ao aumentar o grau de cristalinidade ou densidade, aumentam as propriedades que dele dependem como exemplo, resistência a tração, dureza, rigidez, impermeabilidade, contração, etc.
Entre o resfriamento lento e rápido, a cristalinidade pode variar de 2 a 5% no polietileno de baixa densidade e polipropileno, mais de 10 % no polietileno de alta densidade, até 50% de nylon 6 com 1,0 mm de espessura.
Na prática, é muito difícil obter peças moldadas por injeção com o mesmo grau de cristalinidade em toda sua extensão.
As principais razões disto são: queda de pressão ao longo da cavidade do molde, diferente facilidade das distintas partes do molde para eliminar calor em função das espessuras de metal e da distância das superfícies dos canais de refrigeração, variação da temperatura do material durante o enchimento da cavidade, não é raridade encontrar diferenças de temperatura nos moldes de até 50 ºC.
Quanto maior for a temperatura do molde mais cristalina será a estrutura morfológica do moldado, conseqüentemente menor será após a contração.
Por outro lado, altas temperaturas no molde aumentam o ciclo de moldagem através do aumento do tempo de resfriamento.
<< voltar ao Menu >>